2021.01.01
典型的塗層問題(附著力差)
| 英語名 | poor adhesion | |||||||||
| 其他俗稱 | 密着不良 | |||||||||
| 類語 | 百格不良、付着不良 | |||||||||
| 發生工程 | 塗膜形成後 | |||||||||
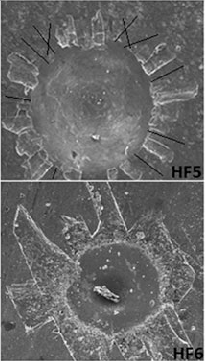
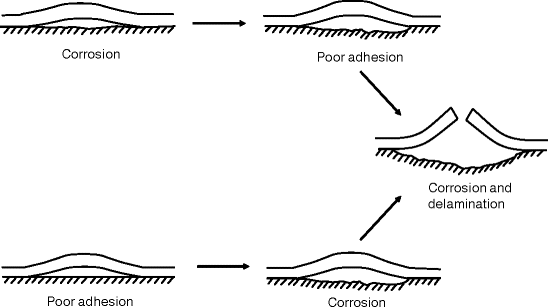
| 現象 | 素材與表面處理層,表面處理層與塗膜或是塗膜之間的密合性較弱。
| |||||||||
| 發生原因 | A:被塗物的狀態 1.油,水,灰塵和鐵鏽會粘附在表面上。 2.塗在硬的舊塗膜上。 3.底漆未充分拋光。 4.素材潮濕。(特別是在木材的情況下) 5.素材上有很多毛孔。 6.素材表面太光滑。 | B:前處理 1.用於前處理的化學藥品殘留在素材表面。 | C:塗料 1.塗料的混合不足。(1液型,2液型) | |||||||
| E:塗層條件 1.塗膜厚度太薄。 | G:乾燥/固化條件 1.溫度太高或太低。 | H:其他 1.自然乾燥時的環境溫度過高,或在太低的環境 溫度下進行塗裝。(5〜30℃)。 2.重複的劇烈溫度變化。 | ||||||||
| 對策方法 | A:被塗物的狀態 1.清潔表面。 2.去除舊塗膜後再進行噴塗。 3.充分打磨底漆塗膜。 4.充分乾燥素材(混合比12%以下) 5.充分研磨以填充毛孔。 6.適當的表面處理。(蝕刻等) | B:前處理 1.徹底清洗以完全去除化學物質。 | C:塗料 1.混合均勻塗料。 | |||||||
| E:塗層條件 1.塗上規定的塗層膜厚。 | G:乾燥/固化條件 1.設定適當的溫度。 | H:其他 1.使用有彈性的塗料。 | ||||||||
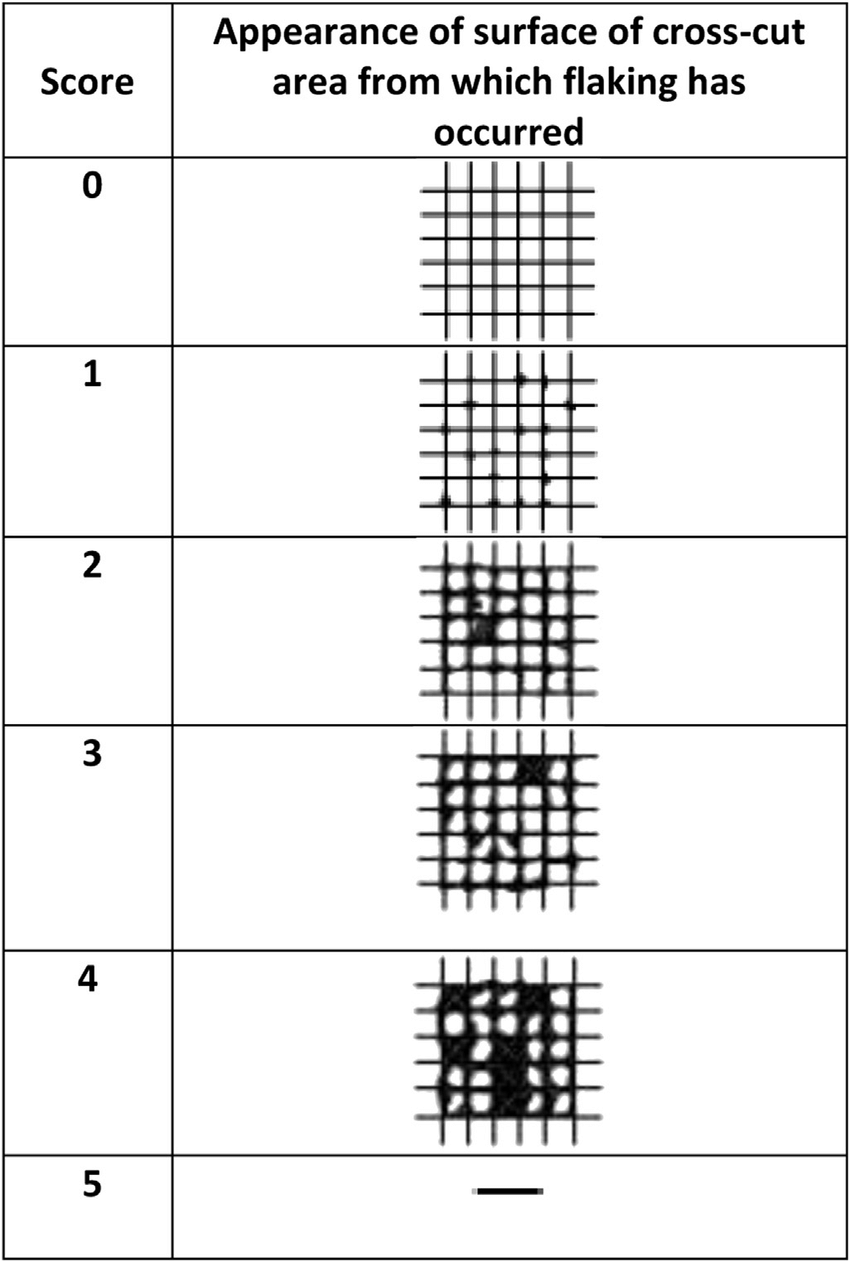
確認方法和 | 橫切膠帶剝離方法 JIS K 5400 | |||||||||
| 對策方法 | 附著力試験機 、水分計 、赤外線水分計 、攪拌機 | |||||||||