2021.01.01
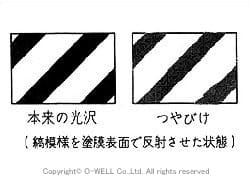
典型的塗層問題(無光澤)
| 英語名 | loss of gloss,cloudiness, dulling, matting | |||||||||
| 其他俗稱 | つやびけ | |||||||||
| 類語 | 消光,亮度不足 | |||||||||
| 發生工程 | 塗裝、乾燥 | |||||||||
| 現象 | 乾燥後,失去了塗膜的原有光澤。此外,在短時間內失去光澤(長期室外暴露除外)。
| |||||||||
| 發生原因 | A:被塗物的狀態 1.吸入了許多底漆和素材。 2.材料表面太粗糙。 3.有拋光不均勻的現象和拋光殘渣。 4.污泥,油,水等殘留在表面上。 5.底塗塗膜未完全乾燥。 6.砂紙張數太粗(#號太小)。 | C:塗料 1.塗料組成或分散性差。 2.塗料中缺乏固化劑。 3.低沸點溶劑過多。 4.稀釋劑不合適引起底漆反彈。 | E:噴塗條件 1.過度噴塗導致無法融入塗膜。 2.塗膜太薄.太厚。 | |||||||
| F:烘烤,排氣設備 1.噴房的吸入風速太快。 | G:乾燥。硬化條件 1.被塗霧的烘烤溫度過高。 2.乾燥時間過長。 3.底塗或中塗乾燥不完全。 4.使用會產生酸性氣體的燃料(直火式)。 5.溶劑中的揮發性氣體無法排出(金庫型)。 | H:其他 1.環境溫度過低。 2.環境溫度過高。 | ||||||||
| 對策方法 | A:被塗物的狀態 1.換成難以吸入的塗料。 2.研磨材料表面。 3.均勻且充分地研磨表面。 4.徹底清除表面上的異物。 5.充分乾燥底漆。 6.用#320或以上的紙張小心拋光。 | C:塗料 1.充分攪拌均勻。 2.按規定比例混合硬化劑。 3.混合高沸點溶劑。 4.請使用塗料製造商指定的溶劑。 | E:噴塗條件 1.將高沸點溶劑混入塗料中。 2.使塗膜厚且合適 | |||||||
| F:烘烤,排氣設備 1.將風速降低至較大0.8m /秒 | G:乾燥。硬化條件 1.降低指定的烘烤溫度。 2.減少到指定的乾燥時間。 3.充分乾燥後再塗面漆。 4.換成不會產生酸性氣體的塗料。 5.請使用循環式乾燥爐。 | H:其他 1.將溫度升至適當的環境(5℃以上)。 2.降低濕度到適當的環境(相對濕度80%或更低)。 | ||||||||
| 確認方法和使用的設備 | 目視檢查 塗膜の評價基準(日本塗料檢查協會)。 ASTM、ISO等有膨脹大小和所占面積的參考照片 水皰試験機 感官評估。 | |||||||||
| 對策方法 | 塗料分散機、揺動型分散機、表面粗度計、爐內溫度計、XL 色差計、光澤計、風速計 | |||||||||